Cara solder (brazing)
Pengarang:
Monica Porter
Tarikh Penciptaan:
21 Mac 2021
Tarikh Kemas Kini:
16 Mungkin 2024

Kandungan
Dalam artikel ini: Asas WeldingSubmitting Electronic ComponentsSubting Metal Pipes
Kimpalan adalah salah satu cara yang paling berkesan untuk menyambung dua elemen logam dengan selamat. Terdapat dua jenis kimpalan utama, satu dengan logam yang berbeza kepada salah satu bahagian dipasang, juga dipanggil brazing dan yang lain dengan logam yang sama dengan bahagian-bahagian yang dipasang atau tanpa logam jika hujung bahagian-bahagian yang bersambung dibawa ke titik mereka. titik lebur (suhu di mana logam mencair). Artikel ini hanya berkaitan dengan jenis kimpalan yang pertama, yang digunakan untuk menyambung komponen elektronik dan paip logam dan ia akan memberi anda asas-asas yang akan membolehkan anda membuat kimpalan diri anda.
peringkat
Kaedah 1 Asas Kimpalan
- Anda akan mempelajari teknik logam lebur antara dua unsur logam yang bersifat lain untuk mengikat dengan kuat antara satu sama lain. Logam mencairkan pada suhu di bawah suhu lebur bahagian-bahagian yang akan terikat.
- Kami menggunakan biasa istilah itu kimpalan untuk menetapkan teknik ini, sementara itu sebenarnya brazing ; ini sebabnya istilah kimpalan akan digunakan kemudian dalam artikel ini. Dalam kimpalan sebenar, oleh itu tanpa logam, hujung bahagian logam dicairkan dan disatu sebelum menyejukkan untuk memberikan hanya satu bahagian yang dibuat sepenuhnya dari bahan yang sama.
- Pematerian adalah teknik yang digunakan untuk operasi halus dalam elektronik dan paip, tepat kerana komponen yang harus terikat tidak boleh diubah oleh haba.
- Logam sumbangan boleh dianggap sebagai gam logam. Ia boleh digunakan untuk memegang bahagian di tempat, tetapi juga untuk mengisi ruang antara komponen.
- Oleh kerana bahan pengikat adalah logam, ia menjalankan elektrik; ini adalah satu lagi sebab mengapa penyolder sering digunakan apabila anda ingin membuat lekapan elektronik.
- Kami menggunakan biasa istilah itu kimpalan untuk menetapkan teknik ini, sementara itu sebenarnya brazing ; ini sebabnya istilah kimpalan akan digunakan kemudian dalam artikel ini. Dalam kimpalan sebenar, oleh itu tanpa logam, hujung bahagian logam dicairkan dan disatu sebelum menyejukkan untuk memberikan hanya satu bahagian yang dibuat sepenuhnya dari bahan yang sama.
-

Gabungan aloi logam untuk menyambung dua unsur. Istilah termolder bukan hanya istilah yang digunakan untuk merujuk kepada bahan yang dicairkan untuk menyambungkan bahagian-bahagian yang akan disatukan, tetapi ia juga merujuk kepada kawasan persimpangan antara bahagian sekali operasi kimpalan selesai. Untuk masa yang lama, kebanyakan kimpal mengandungi plumbum atau kadmium, yang cair pada suhu yang agak rendah, sehingga kali terakhir ketika logam-logam ini digantikan oleh bahan-bahan lain yang kurang berbahaya.- Kimpalan adalah aloi yang sering terdiri daripada lebih daripada dua jenis logam. Largent, antimoni, tembaga, timah dan zink adalah ramuan utama kimpal.
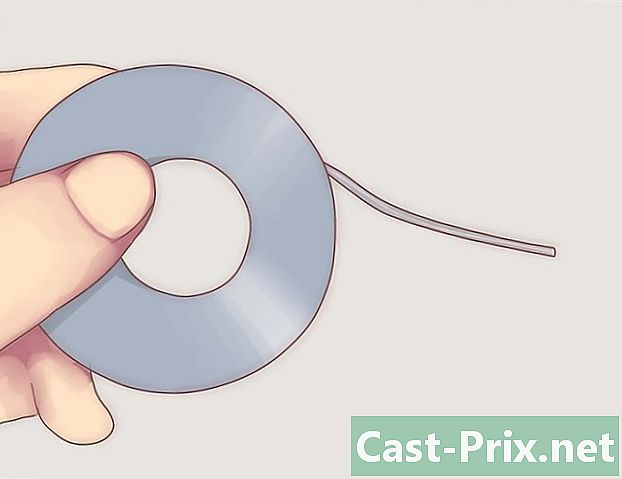
- Kimpalan adalah bahan yang fleksibel, dijual kebanyakannya dalam gulungan, yang boleh dibuka dan dipintal.
- Weld mempunyai titik lebur yang agak rendah (180-250 ° C) dan menyejukkan sangat cepat selepas lebur.
- Kawat kimpalan kadang-kadang terdiri daripada inti rosin semulajadi (pokok sap) atau bahan kimia berasid dikelilingi oleh lapisan aloi logam nipis membentuk tiub.
- Bahan inti berfungsi sebagai agen penyucian yang menghalang pengoksidaan aloi semasa penyejukannya. Keaslian aloi memastikan kekuatan kimpalan.
-

Penggunaan besi pematerian untuk memanaskan pateri. Walaupun terdapat pelbagai jenis alat pematerian, kebanyakan alat ini mempunyai bentuk lurus dengan ujung logam yang meningkat dalam suhu dan kemerahan ketika diseberang oleh arus grid tenaga. Ia adalah hujung merah yang mencairkan pateri.- Berhati-hati dengan alat pematerian kerana tip mereka biasanya meningkat kepada suhu antara 400 dan 500 ° C.
- Hujung hujung besi penyolder sering diliputi dengan lapisan nipis selepas penyejukan. Sisa-sisa ini cenderung mengoksida hujung logam dan menjadikannya kurang berkesan. Itulah sebabnya penting untuk membersihkan hujung besi pematerian yang baru saja digunakan.Untuk ini, sebaik sahaja anda selesai menggunakan besi, perlahan-lahan meluncur ujung panas ke span yang sedikit lembap.
- Lapisan pateri sejuk di hujung boleh menjadikan besi lebih berkesan. Anda boleh "timah" besi pematerian, sebelum memulakan kerja anda, dengan lebur, di hujung, sebilangan kecil solder yang akan tersebar di lapisan nipis.
- Sesetengah model besi pematerian mempunyai roda kawalan yang menyesuaikan suhu hujungnya bergantung kepada solder, unsur-unsur yang perlu dikimpal atau kerja yang perlu dilakukan.
-
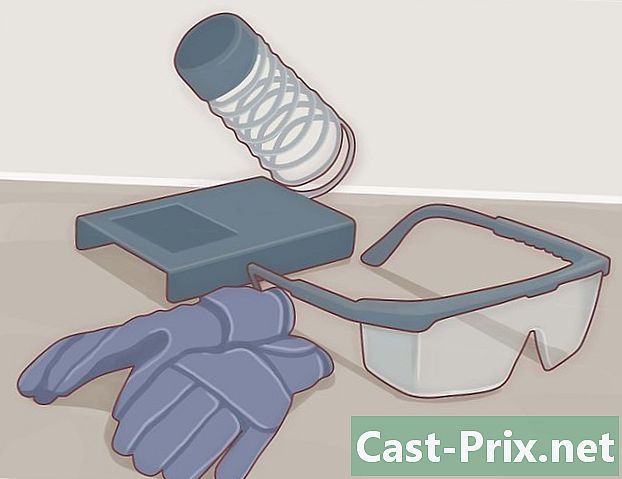
Penggunaan aksesori untuk alasan keselamatan dan memudahkan kerja. Operasi kimpalan tidak begitu berbahaya atau sukar, jika anda mengambil beberapa langkah berjaga-jaga. Untuk mengimpal secara berkesan anda boleh menggunakan peralatan berikut:- pakaian atau buaya yang akan memegang unsur-unsur yang akan dipasang dalam kedudukannya
- sarung tangan tebal untuk melindungi tangan anda daripada hujung besi panas
- Cermin mata keselamatan untuk mengelakkan sebarang residu pateri dari mencapai mata anda
- seterika besi berdiri untuk membebaskan tangan anda di antara dua operasi dan elakkan daripada meletakkan besi rata
-

Pencahayaan bilik di mana anda akan bekerja. Anda mesti melihat semua unsur yang anda kendalikan semasa operasi kimpalan. Sekiranya perlu, bawa lampu meja berhampiran kawasan kerja. -

Pengudaraan bilik. Walaupun pateri tidak mengandungi plumbum, beberapa bahan, seperti produk berasid di teras, dapat memancarkan asap toksik. Buka tetingkap untuk mengelakkan gas ini terkumpul di dalam bilik. Peminat juga boleh menghalang wap daripada menjadi terlalu tertumpu terus pada permukaan kerja. -

Susunan rehat semasa kerja kimpalan yang panjang. Walaupun operasi kimpalan biasanya berlangsung hanya beberapa minit (pemanasan besi termasuk), satu siri operasi kimpalan dapat berlangsung selama puluhan minit, atau bahkan lebih dari beberapa jam. Sekiranya kerja anda adalah sensitif pada masa, buat istirahat singkat setiap 15 atau 20 minit.
Kaedah 2 Weld komponen elektronik
-

Pilih besi pematerian anda. Kebanyakan operasi kimpalan elektronik melibatkan komponen menyambung ke papan litar bercetak. Sebab itulah lebih baik untuk mendapatkan besi dengan titik halus. Memilih hujung dengan hujung rata rata untuk kebanyakan operasi dan hujung tirus untuk operasi yang memerlukan ketepatan maksimum.- Hujung besi pematerian tidak boleh digantikan dengan hujung jenis lain dan anda mesti memilih besi mengikut jenis hujung yang sesuai untuk operasi yang akan anda lakukan. Walau bagaimanapun, ini bukan masalah besar kerana seseorang dapat dengan mudah mencari besi pematerian pada € 10 dan model kualiti terbaik hanya untuk 20 €.
- Suatu besi pematerian biasa, sesuai untuk operasi elektronik, biasanya mempunyai kuasa 40W dan tip yang memanaskan hingga 500 ° C. Jenis besi ini mudah mencairkan kimpalan yang digunakan dalam elektronik tanpa merosakkan wayar atau komponen rapuh.
-
Pilih solder itu. Kimpalan komponen tunggal atau kimpalan teras rosin boleh didapati dengan mudah di semua kedai elektronik atau DIY dan dalam talian juga. Pastikan pateri yang anda pilih akan mematuhi dengan baik bahan-bahan yang anda ingin weld. Jika anda menggunakan solder satu keping, periksa bahawa tidak ada lapisan tipis solder teroksida pada hujung besi sebelum anda mula bekerja.- 60% bijih timah dan 40% timbalan plumbum telah lama digunakan paling banyak dalam bidang elektronik, sehingga digantikan oleh kurang toksik yang kurang toksik. Hari ini, timah dan perak adalah yang paling banyak digunakan. Walaupun wang itu menyebabkan kenaikan harga dan suhu lebur (pada suhu 220 ° C), ia sangat berfaedah untuk digunakan, kerana, sebagai tambahan untuk menggantikan petunjuk toksik, ia meningkatkan peningkatan adhesi solder .
- Kimpalan sering dicirikan oleh pecahan jenis 60Sn / 40Pb di mana setiap nombor mewakili peratusan elemen dalam aloi (60Sn = 60% timah dan 40Pb = 40% plumbum).
- 60% bijih timah dan 40% timbalan plumbum telah lama digunakan paling banyak dalam bidang elektronik, sehingga digantikan oleh kurang toksik yang kurang toksik. Hari ini, timah dan perak adalah yang paling banyak digunakan. Walaupun wang itu menyebabkan kenaikan harga dan suhu lebur (pada suhu 220 ° C), ia sangat berfaedah untuk digunakan, kerana, sebagai tambahan untuk menggantikan petunjuk toksik, ia meningkatkan peningkatan adhesi solder .
-

Sediakan seterika pematerian. Sambung seterika ke sesalur dan biarkan ia panas selama beberapa minit. Pas hujung pada span lembap, jika ia mengandungi jejak residu pateri dari operasi sebelumnya. Sebaik sahaja ia bersih, mencairkan sedikit pateri yang akan merebak di lapisan nipis. Itulah apabila anda boleh memulakan operasi kimpalan sebenar. -
Posisi komponen. Sekiranya anda perlu menyoldernya ke papan litar, pastikan wayarnya diletakkan dengan betul di dalam lubang di dalam pinggan. Anda mungkin boleh menggunakan tang khas kecil untuk menghalang komponen daripada bergerak apabila anda akan mendepositkan solder tersebut. -
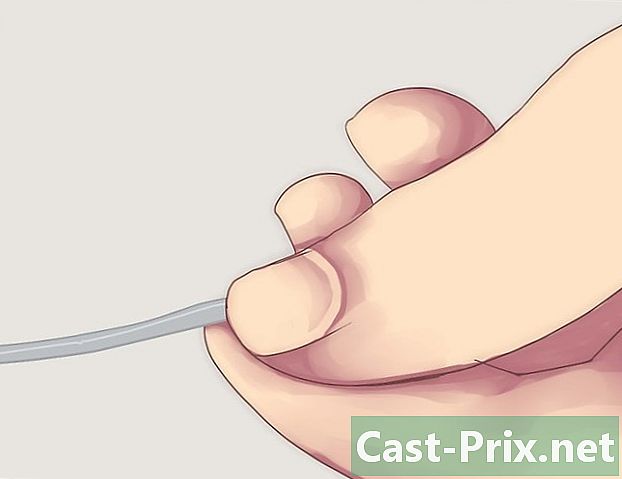
Mengambil wayar kimpalan. Pegang di tangan kiri anda jika anda tangan kanan dan di tangan kanan anda jika anda dibiarkan tangan. Bahagian dawai kimpalan yang menonjol dari tangan anda mesti cukup lama sehingga ujung jari anda selalu jauh dari hujung besi. -
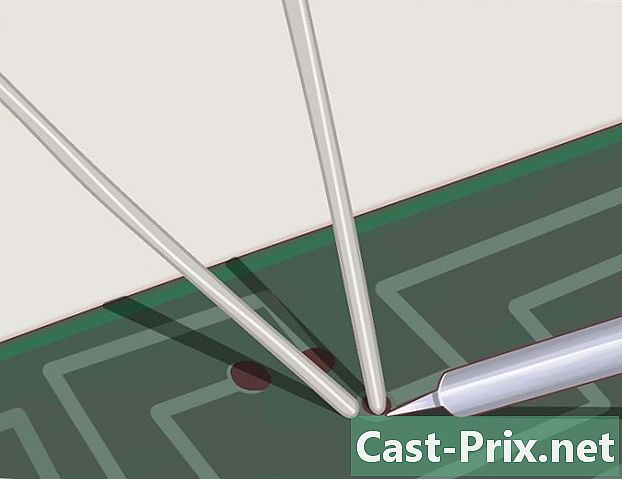
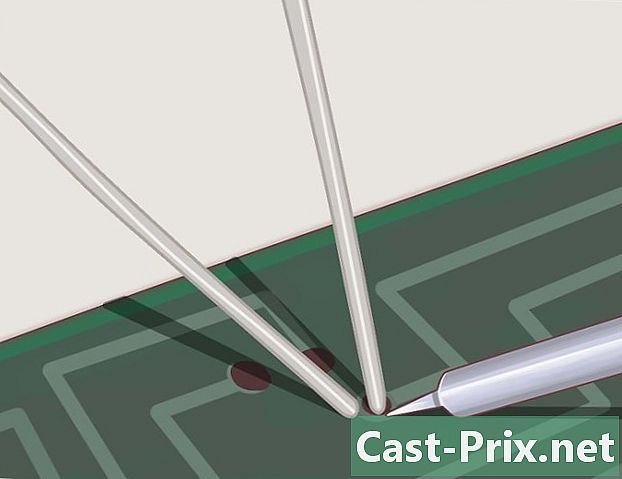
Panaskan komponennya. Gosokkan hujung besi perlahan-lahan ke atas bahagian komponen yang akan dikimpal. Jangan biarkan hujung panas menyentuh komponen lebih lama daripada satu atau dua saat. Pateri akan mematuhi lebih mudah kepada bahagian komponen yang telah dipanaskan.- Bawa hujung dawai pateri dari titik sentuhan antara komponen dan papan litar dan cepatkan hujung seterika ke atasnya untuk mencairkannya dengan serta-merta. Anda tidak perlu meninggalkan hujung besi bersentuhan dengan kimpalan lebih daripada 3 atau 4 saat.
- Sekiranya tidak ada solder yang mencukupi di atas plat, terlebih dahulu hujung wayar kimpalan, yang lebur, ke arah sentuhan.
- Pengimpalan harus segera melekat wayar komponen dan permukaannya harus lancar dan agak rata.
-

Buat kemasan bersih. Pertama keluarkan wayar solder dari titik sentuhan dan selepas satu saat, gerakkan tip dari solder supaya ia dapat menyejukkan. Sekali lagi, anda perlu cepat, kerana operasi ini hanya perlu beberapa saat.- Jangan pukulan pada solder untuk mempercepatkan penyejukannya, kerana anda boleh memberikan bentuk yang terlalu bulat atau menambah kekotoran.
-

Ulangi operasi yang sama untuk semua titik kimpalan. Jika anda mempunyai beberapa kimpalan yang akan dibuat pada papan litar yang sama, lakukan satu demi satu. Mulakan kimpalan baru apabila anda yakin bahawa yang anda lakukan hanya sejuk. Tambah satu drop solder di hujung selepas beberapa operasi atau sebelum berehat besi pada sokongannya, kerana lapisan kulit kecil mengelakkan bahawa hujung panas adalah oksida, yang memanjangkan hayatnya.
Kaedah 3 Paip logam kimpalan
-
Buat kerja penyediaan. Walaupun paip tembaga propana kimpalan tidak begitu sukar, ia memerlukan banyak persiapan dan masa daripada kimpalan dengan besi. Secara umum, operasi kimpalan paip terdiri daripada membuat sambungan sendi yang sempurna dengan paip air. Anda mesti mengambil langkah berjaga-jaga untuk tidak dibakar oleh api obor dan untuk mengelakkan masalah kerosakan air. -

Ambil obor anda. Sesungguhnya, anda tidak akan menggunakan besi pematerian, kerana haba yang dihasilkan oleh alat jenis ini tidak mencukupi untuk meleleh dalam kuantiti yang mencukupi jenis pateri yang digunakan untuk menyertai dua paip tembaga. Anda boleh dengan mudah mencari penyaring di mana-mana kedai DIY.- Terdapat besi khas yang menghasilkan haba yang cukup untuk melakukan kerja-kerja kimpalan pada paip, namun, mereka lebih mahal dan jauh lebih efisien daripada obor.
-

Pilih kimpalan yang tepat untuk tugas yang akan anda lakukan. Terdapat pelbagai kimpalan untuk kerja paip. Wayar obor kimpalan biasanya lebih tebal (3mm) daripada kimpalan yang digunakan untuk kerja-kerja elektronik. Benang kimpalan paip sering mengandungi jantung yang diperbuat daripada bahan kimia berasid yang membuat kerja kimpalan lebih mudah. Adalah dinasihatkan untuk menggunakan jenis kimpalan ini untuk menyertai paip, namun, jika anda tidak mempunyai tangan untuk melakukan kerja retouching sedikit, anda boleh menggunakan solder yang terdapat di kedai elektronik. Sebaliknya, apabila menyambung paip dengan sangat selamat, anda perlu menggunakan wayar kimpalan yang direka khas untuk jenis kerja ini.- Jangan gunakan solder yang mengandungi plumbum untuk menyambungkan dua paip paip air. Sebelum membeli pateri, pastikan ia tidak mengandungi logam toksik ini, dengan membaca komposisinya pada pembungkusan produk. Kimpalan paip terutamanya mengandungi tin, sering dengan antimoni, tembaga atau perak.
-

Gunakan kertas pasir untuk membersihkan paip. Untuk membuat kimpalan lebih mudah, sapu hujung paip yang akan anda sertai dengan kain kertas / kain, kain pasir atau jerami besi. Kimpalan itu kemudian akan bersentuhan langsung dengan logam paip. -

Potong salur masuk air. Ini adalah langkah penting untuk mencegah sebarang kerosakan air dan mengelakkan anda mengelap air yang banyak.- Sebelum anda memotong air, isi baldi air dan simpan di mana anda akan bekerja. Rizab air ini akan berguna jika anda sengaja menyalakan sesuatu dengan obor anda.
-

Gunakan pemotong paip untuk mendapatkan paip pada panjang yang betul. Jika anda memasang paip baru, anda mungkin perlu menggunakan alat khas untuk memotong semua panjang paip yang akan membentuknya. Anda boleh mencari pemotong paip dengan mudah di kedai DIY. Secara umum, mereka boleh memotong paip dengan diameter kurang daripada 3 cm. Untuk memotong paip, anda mesti perlahan-lahan menutup rahang pemotong paip. Jangan membasuh terlalu cepat, kerana anda boleh memesongkan hos. Anda perlu menggunakan hacksaw untuk memotong paip yang lebih besar daripada diameter 3 cm, kemudian fail untuk menghapus kekasaran dari hujung paip baru. -

Bersihkan hujung paip untuk disambungkan dalam beberapa sentimeter dengan bahan yang kasar. Permukaan di mana pateri akan disimpan mestilah bersih. Ini membolehkan kimpalan mengalir secara semulajadi dan merata di kawasan persimpangan paip. -

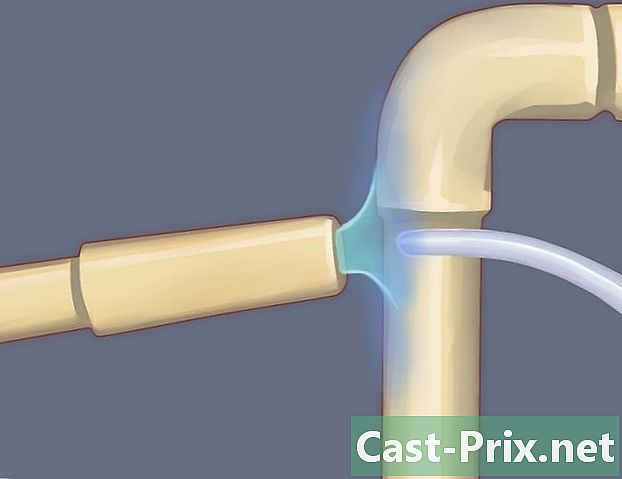
Weld paip. Cahaya obor propana dan gerakkan api dengan cepat ke bahagian simpang untuk memanaskan hujung paip. Panaskan seketika dengan melepaskan api ke atas seluruh permukaan bergabung, yang ada di sekeliling hujung paip. Apabila anda fikir kawasan persimpangan cukup panas, gunakan hujung wayar kimpalan di atasnya. Sekiranya kimpalan itu meleleh dengan segera, kawasan sambungan kedua-dua paip sebenarnya pada suhu yang betul. Letakkan wayar kimpalan bersentuhan dengan paip yang bertentangan dengan tempat di mana anda panas dengan obor.- Pateri lebur itu harus mengalir dan menyebarkan seluruh persimpangan. Biarkan solder itu sejuk. Ia hanya mengambil masa beberapa saat. Kemudian beralih ke kawasan simpang lain, jika kerja anda tidak selesai.
-

Semak kualiti kimpalan. Sebaik sahaja anda selesai kerja kimpalan, tunggu beberapa minit, kemudian jalankan air ke paip yang baru dikimpal. Hantarkan keseluruhan panjang paip untuk memeriksa kebocoran. Sekiranya anda mendapati satu, ulangi kerja kimpalan pada persimpangan masalah.

- besi pematerian atau obor propana
- kimpalan yang betul di tempat kerja yang perlu anda lakukan
- pendirian besi pematerian
- klip atau klip untuk memegang komponen di tempat
- komponen pematerian
- peralatan pelindung
- pemotong paip atau gergaji besi, jika anda perlu memotong paip
- bahan yang kasar untuk membersihkan hujung paip untuk dikimpal
Popular Hari Ini

Bagaimana untuk menghilangkan torticollis
Pengarang berama artikel ini ialah Robert Borer, DC. Dr Borer adalah chiropractor di Michigan, di mana beliau menjalankan perniagaan chiropractic keluarga dengan iterinya, Dr. herri Borer. Beliau mene...

Bagaimana untuk membersihkan kotoran semburan aerosol pada pakaian
Dalam artikel ini: Memberihkan kotoran baah Berihkan noda keringProtek pakaian dari noda13 Rujukan Ia angat mudah untuk mengotorkan pakaian apabila menggunakan cat emburan. Jeni produk ini diketahui t...